Gone are the days when in case of crack in aluminium cast components were rejected and replaced by new one as it was not possible to undertake the crack repair in aluminium cast components or the components which used to get damaged due to accident. The welding process in some cases was used for aluminium crack repair but it was not a proven method or right technology of repair as results always were not satisfactory.
RA Power Solutions undertakes aluminium crack repair by metal stitching, metal locking and metal surgery process which is a cold process of repair of crack of aluminium components, cast iron components, and cast steel.
Generally all the heavy components manufactured out of aluminium casting can be repaired by metal stitching, metal locking and metal surgery.
Cracked Aluminium Cylinder Head Repair
It is not possible to undertake repair of cracks & damage of cylinder head, cylinder liner, and components manufactured of aluminium or cast iron by welding process due to the generation of heat.
Few of which are described below:-
- Crack repair of aluminium cast pistons.
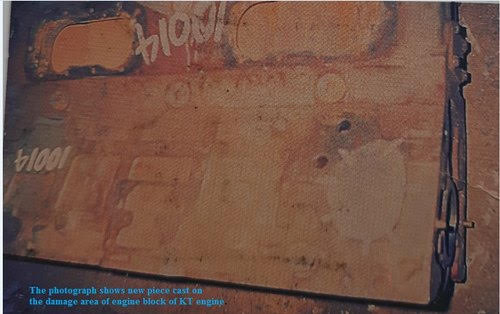
- Crack repair of engine block manufactured out of aluminium alloys.
- Damaged or cracked pump casings, turbocharger casings, turbine casings can be repaired by metal locking and stitching process.
- Repair of cylinder liners, and cylinder heads manufactured out of cast iron or aluminium.
- Aluminium Piston Crack Repair
In order to undertake aluminium crack repair or repair of damage aluminium casting, cast iron or steel casting components.
We follow the procedure given below:-
- Crack detection.
- It is important that prior to starting the process of crack repair, the cracks are properly identified and location is marked. The cracks are checked by following methods.
- Visual Inspection
- Dye penetrant test of crack on the damaged area.
- Crack detection by MPI using the high-intensity magna flux torch.
- Pressure Testing
We strongly recommend that in case of red oxide or paint on the surface of damage component, it should be thoroughly removed.
- Aluminium Crack Repair by Metal Stitching and Metal Locking process
After the location of the crack or cracks is identified, the cracks are repaired by metal stitching and metal locking process.
We use the following special allow pins and locks for metal locking.
- Standard threaded pins – They are straight thread L-Series pins. They are designed to seal by interference fit after threads. The threaded pins exert spreading pressure for sealing, seat retention and crack removal.
- Spiral thread hooks for radial drawing force are used which creates structural integrity, seal leaks and also prevent crack propagation.
The repair of cracks in aluminium cast components require special tools and experience as the aluminium casting cuts easier than the cast iron, RA Power Solutions regularly undertakes repair of aluminium cast iron and steel casting components and have executed repairs successfully in countries like Dubai, Greece, Maldives, Malaysia, Singapore, Madagascar, Nigeria, South America, UAE, Germany, Monaco, Qatar, Srilanka, Bangladesh, Italy, Spain, Czech Republic, UK, Philippines, etc.
 |
 |
This blog is written by Mr. Raj Shahani (Managing Director of RA Power Solutions India Pvt. Ltd.).
Mr. Shahani is a highly experienced business leader with rich experience of more than 40 years in the field of Power, Heavy and Shipping industry. He is Technical Advisor to many shipping and heavy industries across the globe.
Mr. Shahani is one of the most enthusiastic professional and he has all the brilliance’s of an exemplary leader. He is an extremely effective coach and mentor of teams and is adept at providing leadership in a global, cross-cultural environment.
For more information on Piston Repair by Metal Locking, Turbine casing crack repair on-site, Cracked Aluminium Cylinder Head Repair and Cylinder liner head repair contact at rajshahani@rapowersolutions.com or info@rapowersolutions.com or call us at +91 9582647131 or +91 9810012383.
| Inspection Of Piston |
|
|